PROCESOS DE MANUFACTURA:
La manufactura son las actividades organizadas y planeadas para la
transformación de materiales los cuales son objeto en artículos o servicios
útiles para la sociedad.
estos se clasifican en:
-PROCESOS QUE CAMBIAN LA FORMA DEL MATERIAL
-PROCESOS QUE PROVOCAN EL DESPRENDIMIENTO DE VIRUTA POR MEDIO DE MÁQUINAS
-PROCESOS QUE CAMBIAN LAS SUPERFICIES
-PROCESOS PARA EL ENSAMBLADO DE MATERIALES
-PROCESOS PARA CAMBIAR LAS PROPIEDADES FÍSICAS
LOS MATERIALES Y LA MANUFACTURA:
La mayoría de los materiales de ingeniería pueden clasificarse en:
metales y no metales dentro de
la categoría de los no metálicos se tiene a: los cerámicos y polímeros;
entre los metales los cerámicos y
los polímetros se forma un grupo de tres materiales básicos utilizados
en la manufactura. Tanto sus
características químicas como sus propiedades físicas y mecánicas son
diferentes; estas diferencias
afectan los procesos de manufactura. Además de estas tres categorías
básicas existe otra: los materiales
compuestos, los cuales son mezclas no homogéneas de los otros tres tipos
básicos de materiales
SISTEMAS DE PRODUCCIÓN:
Son sistemas que permitan lograr eficientemente el tipo de producción
que realiza, los sistemas de producción consisten en mano de obra, equipos y
procedimientos diseñados para combinar materiales y procesos que constituyen sus
operaciones de manufactura.Los sistemas se dividen en 2 :
instalaciones: se refiere al equipo fisico, apoyo de la manufactura: son
los procesos usados por la compañía para administrar la produccion y resolver problemas tecnicos y
logisticos que surgen en el ordenamiento de los materiales y el movimiento de
los trabajos en la planta, la seguridad de que los productos cumplan con las
normas de calidad.
DIAGRAMAS:
Apara mayor entendimiento de los procesos de manufactura que permiten
facil identidficacion de actividades y sus relaciones.
Diagrama Fe- C:

Diagrama tratamientos termicos :
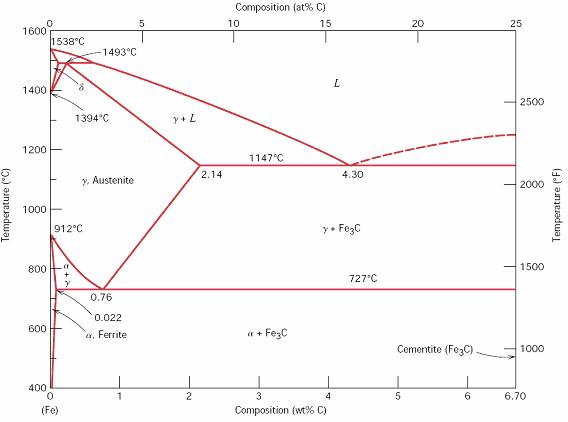
CLASIFICACIÓN DE LOS ACEROS:
Los aceros se pueden clasficiar en función de varios criterios, esto da
lugar a varias clasificaciones, la más utilizada de todas ellas es la
clasificación en función del porcentaje de carbono disuelto:
El porcentaje de carbono disuelto en el acero condiciona las propiedades
del mismo. Así cuanto mayor sea el porcentaje de carbono disuelto en el acero,
éste presenta más dureza y más resistencia a la tracción. Teniendo esto
presente es posible clasificar los aceros en:
Extrasuave
0,1 a 0,2
35
Suave
0,2 a 0,3
45
Semisuave
0,3 a 0,4
55
Semiduro
0,4 a 0,5
65
Duro
0,5 a 0,6
75
Extraduro
0,6 a 0,7
85
PROCESOS DE FUNDICIÓN:
los procesos de fundición se dividen en 2 categorías de acuerdo al tipo
de moldes :
Moldes desechables: este es muy útil para la fundición ya que se funde y
se destruye el molde para remover la
parte fundida,como se requiere un nuevo molde por cada nueva fundición,
las velocidades de producción son limitadas, ya que se requiere mas tiempo para
hacer el molde que para la fundición en si, sin embargo, para ciertas partes se
pueden producir moldes y fundiciones a velocidades de 400 partes por hora.
Molde permanente: el molde se fabrica con metal u otro material durable
que permite usarlos en repetidas operaciones de fundición. En consecuencia,
estos procesos tienen una ventaja natural para mayores velocidades de
producción.
CERÁMICOS:
es un tipo de material inorgánicos que es un buen aislante y tiene una
temperatura de fusión y resistencia muy elevada. estos materiales por sus
propiedades son imposibles de fundir y de mecanizar por unos medios diferentes
y para ello se realiza un procesos de caracterización.
VIDRIO
es un material cerámico que se fabrica a partir de unos materiales
inorgánicos a una temperatura extremadamente alta en el cual su fabricación
consta de unos procedimientos los cuales son:
-preparación de la materias primas
-fusión
-formado del vidrio
-recocido
-acabado
PROCESAMIENTOS DE POLVOS,CERÁMICOS Y METÁLICOS:
-polvo: Todos los metales pueden producirse en forma de polvo, sin
embargo no todos cumplen con las características necesarias para poder
conformar una pieza. Los dos metales más utilizados para la producción de polvo
para la fabricación de piezas son el cobre y el hierro. Como variaciones del
cobre se utilizan el bronce para los cojinetes porosos y el latón para pequeñas
piezas de máquinas. También se llegan a utilizar otros polvos de níquel, plata,
tungsteno y aluminio.
-cerámicos: La mayoría de los
productos cerámicos tradicionales y técnicos son manufacturados compactando
polvos o partículas en materiales que se calientan posterior mente a enormes
temperaturas para enlazar las partículas entre si. Las etapas básicas para el
procesado de cerámicos por aglomeración de partículas son:
1. preparación del material.
2. moldeado o colada;
3. tratamiento térmico del secado
y orneado por calentamiento de la pieza de cerámica a temperaturas
suficientemente altas para mantener las partículas enlazadas.
-metálicos: Se denomina fundición y también esmelter al proceso de
fabricación de piezas, comúnmente metálicas pero también de plástico,
consistente en fundir un material e introducirlo en una cavidad, llamada molde,
donde se solidifica.
El proceso mas tradicional es la fundición en arena, por ser ésta un
material refractario muy abundante en la naturaleza y que, mezclada con
arcilla, adquiere cohesión y moldeabilidad sin perder la permeabilidad que
posibilita evacuar los gases del molde al tiempo que se vierte el metal
fundido.
PROCESOS EN CONFORMADOS EN POLÍMEROS:
Son macromoléculas formadas por unidades más pequeñas que se repiten
llamado monómeros y se clasifican de la siguiente manera:
· Polímeros Naturales: son aquellos provenientes directamente del reino
animal o vegetal como el algodón, seda, lana, celulosa, almidón, proteínas,
caucho natural (látex o hule), ácido nucleicos como el ADN entre otros.
· Polímeros Semisinteticos: son aquellos que se obtienen de la
transformación de polímeros naturales por ejemplo nitrocelulosa o el caucho
vulcanizado.
· Polímeros sintéticos: son los transformados o creados por el hombre,
entre ellos están los plásticos, los más comunes en la vida cotidiana son el
polietileno, el pvc, poliestireno; la gran variedad de las propiedades físicas
y químicas de estos elementos permite
aplicarlos en la construcción, embalaje, industria automotriz, aeronáutica,
electrónica, agricultura y medicina.
EXTRUSIÓN: la extrusión consiste en hacer pasar bajo la acción de la
presión un material termoplástico a través de un orificio con formas más o
menos complejas (hilera), de manera tal y continua, que el material adquiera
una sección transversal igual a del orificio. En la extrusión de termoplásticos
el proceso no es tan simple, ya que durante el mismo, el polímero se funde
dentro de un cilindro y posteriormente, enfriado en una calandria. este proceso
tiene por objetivos, proceso que es normalmente continuo, usarse para la
producción de perfiles, tubos, películas plásticas, hojas plásticas, etc.
La extrusora de plástico es la máquina que se utiliza para el proceso de
extrusión de polímeros. Ésta toma la forma del material fundido y lo hace fluir
por medio de un orificio de un dado para producir un producto largo y continuo cuya forma de la
sección transversal queda determinada por la forma de la boquilla. En el vídeo
anterior el polímero sale en forma de hilos largos y extensos.
TERMOCONFORMADO: Se refiere al proceso en el que una lámina de cualquier
polímero termoplástico es calentada hasta llegar a su temperatura de transición
vítrea quedando apta para su deformación. Seguidamente esta lámina plástica se
coloca sobre el molde con la forma deseada y se succiona con vacío contra éste,
para que copie exactamente su forma, obteniendo la pieza plástica.
La fabricación de un molde para
exhibir ropa en supermercados es realizado por medio del termoconformado como
se observa en el vídeo. Primeramente se calienta la lamina del plástico para
después pueda tomar la forma del molde.El termoconformado tiene muchas
aplicaciones sobre todo en aquellos casos donde es necesario la aplicación de
un molde para la fabricación.
INYECCIÓN: Es un proceso físico y reversible, en el que se funde una
materia prima llamada termoplástico, por el efecto del calor, en una maquina
llamada inyectora. Esta máquina con el termoplástico en estado fundido, lo
inyecta, dentro de las cavidades huecas de un molde. Con una determinada
presión, velocidad y temperatura. Transcurrido un cierto tiempo, el plástico
fundido en el molde, va perdiendo su calor y volviéndose sólido, copiando las
formas de las partes huecas del molde donde ha estado alojado. El resultado es
un trozo de plástico solido pero con formas dimensionales similares a las
partes huecas del molde. A este termoplástico solidificado le llamamos
inyectada.
Los Pellets son introducidos en la inyectora como materia prima para que
luego sean fundidas por medio del calor y poder ser inyectadas a presión en un
molde. Cuando el molde está terminado, el objeto es liberado y enfriado para
completar su fabricación.
INYECCIÓN SOPLADO: Es el tercer método más utilizado en el procesado de
plásticos. Durante mucho tiempo se empleó casi exclusivamente para la
producción de botellas y botes, sin embargo los últimos desarrollos en el
proceso permiten la producción de piezas de geometría relativamente complejas e
irregular, espeso de pared variable, dobles capas, materiales con altas
resistencias químicas, etc.
Básicamente el proceso de soplado está pensado para su uso en la
fabricación de productos de plásticos huecos. Aunque hay diferencias
considerables en los diferentes procesos de soplado, todos tienen en común la
producción de un precursor o preforma, su colocación en un molde hembra
cerrado, y la acción de soplarle con aire para expandir el plástico fundido
contra la superficie del molde, creando así el producto final.
MATERIALES COMPUESTOS:
Se entiende por materiales compuestos aquellos formados por dos o más
materiales distintos sin que se
produzca reacción química entre ellos.
En todo material compuesto se distinguen dos componentes:
- la MATRIZ, componente que se presenta en fase continua, actuando como
ligante
- el REFUERZO, en fase discontinua, que es el elemento resistente.
PROCESAMIENTO DE CERMET:
Un cerment es un ladrillo de
cermaica formado por materiales ceramicos y metales. su nombre viene del nombre
ceramic metal, los cerments estan
diseñados para combinar la resistencia a
altas temperaturas y a la abrasión de los ceramicos con la maleavilidad de los
metales. como matriz se usa el metal, usual mente niquel, molibdeno o cobalto,
y la fase dispersa esta constituida por carburos, refractarios,oxidos,boruros.
FORMADO DE METAL:
DEFORMACION PLASTICA:
Debido a que los metales deben ser conformados en la zona de
comportamiento
plástico es necesario superar el límite de fluencia para que la
deformación sea
permanente. Por lo cual, el material es sometido a esfuerzos superiores
a sus límites
elásticos, estos límites se elevan consumiendo así la ductilidad.
DOBLADO:
El doblado de metales es la deformación de láminas alrededor de un
determinado
ángulo. Los ángulos pueden ser clasificados como abiertos (si son
mayores a 90
grados), cerrados (menores a 90°) o rectos. Durante la operación, las
fibras externas
del material están en tensión, mientras que las interiores están en
compresión. El
doblado no produce cambios significativos en el espesor de la lámina
metálica.
Existen diferentes formas de doblado, las más comunes son: doblado entre
dos
formas y doblado deslizante.
Doblado entre formas:
En este tipo de doblado, la lámina metálica es deformada entre un punzón
en forma
de V u otra forma y un dado. Se pueden doblar con este punzón desde
ángulos muy
obtusos hasta ángulos muy agudos. Esta operación se utiliza generalmente
para
operaciones de bajo volumen de producción. Doblado Deslizante:
En el doblado deslizante, una placa presiona la lámina metálica a la
matriz o dado
mientras el punzón le ejerce una fuerza que la dobla alrededor del borde
del dado.
Este tipo de doblado está limitado para ángulos de 90°.
EMBUTIDO:
El embutido consiste en colocar la lámina de metal sobre un dado y luego
presionándolo hacia la cavidad con ayuda de un punzón que tiene la forma
en la cual
quedará formada la lámina.
Un ejemplo de embutido es la fabricación de una copa metálica. Para este
caso, un
blanco de diámetro Db es embutido en un dado por un punzón de diámetro
Dp. Los
radios en las esquinas del dado y el punzón están dados por Rp y Rd. El
punzón
ejerce una fuerza F hacia abajo para lograr la deformación del metal;
además, una
fuerza Fh es aplicada hacia abajo por la placa sujetadora, que
estabilizará el flujo de
la lámina para que éste sea parejo. El punzón baja hasta que la lámina
ha quedado
introducida en la luz entre punzón y matriz, y el resultado es una pieza
fabricada en
forma de cilindro de diámetro Dp
LAMINADO:
es un proceso en el que se reduce
el espesor de una pieza larga a
través de fuerzas de compresión ejercidas por un juego de rodillos, que
giran
apretando y halando la pieza entre ellos.
El resultado del laminado puede ser la pieza terminada (por ejemplo, el
papel
aluminio utilizado para la envoltura de alimentos y cigarrillos), y en
otras, es la
materia prima de procesos posteriores, como el troquelado, el doblado y
la
embutición.
Generalmente el laminado se realiza en caliente como se ilustra en la
Figura No. 15.
Este proceso comienza con una colada continua en donde se recalienta el
acero en
un foso de termodifusión, luego el acero pasa por una serie de rodillos
que
desbastan el material (proceso laminado) y finalmente la lámina es
almacenada en
rollos.
FORJADO:
El forjado fue el primero de los procesos del tipo de compresión
indirecta y es
probablemente el método más antiguo de formado de metales. Involucra la
aplicación
de esfuerzos de compresión que exceden la resistencia de fluencia del
metal.
En este proceso de formado se comprime el material entre dos dados, para
que tome
la forma deseada. Existen tres tipos de operación de forjado.
EXTRUCCIÓN
La extrusión es un proceso por compresión en el cual el metal de trabajo
es forzado
a fluir a través de la abertura de un dado para darle forma a su sección
transversal.
Ejemplos de este proceso son secciones huecas, como tubos, y una variedad
de
formas en la sección transversal.
Los tipos de extrusión dependen básicamente de la geometría y del
material a
procesar. Existe el proceso de extrusión directa, extrusión indirecta, y
para ambos
casos la extrusión en caliente para metales (a alta temperatura).
En la extrusión directa, se deposita en un recipiente un lingote en
bruto llamado
tocho, que será comprimido por un pistón, Al ser comprimido, el material
se forzará a fluir por el otro extremo adoptando la forma que tenga la geometría
del dado.
CORTE:
Este proceso queda de alguna
manera fuera de lugar en nuestra lista de procesos de
deformación, debido a que implica más el corte que el formado del metal.
En esta operación se corta
la parte usando un punzón y un dado, como se muestra en la figura 3.2
(c). Aunque éste no es un
proceso de formado se incluye aquí debido a que es una operación
necesaria y muy común en el
trabajo de láminas metálicas.
TREFILADO:
Los rodillos giran para jalar el
material de trabajo y simultáneamente apretarlo entre ellos. el proceso de
laminado plano se usa para reducir el espesor de una sección transversal
rectangular.
PROCESOS DE FUNDICIÓN:
TIPOS DE SOLDADURA:
Se pueden distinguir primeramente los siguientes tipos de soldadura:
- Soldadura heterogénea. Se efectúa entre materiales de distinta
naturaleza, con o sin
metal de aportación: o entre metales iguales, pero con distinto metal de
aportación. Puede ser
blanda o fuerte.
- Soldadura homogénea. Los materiales que se sueldan y el metal de
aportación, si lo
hay, son de la misma naturaleza. Puede ser oxiacetilénica, eléctrica
(por arco voltaico o por
resistencia), etc. Si no hay metal de aportación, las soldaduras
homogéneas se denominan
autógenas.
Por soldadura autógena se entiende aquélla que se realiza sin metal de
aportación, de
manera que se unen cuerpos de igual naturaleza por medio de la fusión de
los mismos; así, al
enfriarse, forman un todo único.
SOLDADURA BLANDA:
Esta soldadura de tipo heterogéneo se realiza a temperaturas por debajo
de los 400 oC.
El material metálico de aportación más empleado es una aleación de
estaño y plomo, que
funde a 230 oC aproximadamente.
SOLDADURA FUERTE:
También se llama dura o amarilla. Es similar a la blanda, pero se
alcanzan
temperaturas de hasta 800 oC. Como metal de aportación se suelen usar
aleaciones de plata, y
estaño (conocida como soldadura de plata); o de cobre y cinc . Como
material fundente para
cubrir las superficies, desoxidándolas, se emplea el
bórax. Un soplete de gas aporta el calor necesario para la
unión. La soldadura se efectúa generalmente a tope, pero
también se suelda a solape y en ángulo.
Este tipo de soldadura se lleva a cabo cuando se
exige una resistencia considerable en la unión de dos
piezas metálicas, o bien se trata de obtener uniones que
hayan de resistir esfuerzos muy elevados o temperaturas
excesivas. Se admite que, por lo general, una soldadura
fuerte es más resistente que el mismo metal que une.
No hay comentarios:
Publicar un comentario